电镀的定义
镀(electroplating)被定义为一种电沉积过程(electrodepos-ition process),就是利用电解的方式使金属附着于物体表面,以形成均匀、致密、结合力良好的金属层的。简单的理解,是物理和化学的变化或结合。其目的是在改变物体表面之特性或尺寸。例如赋予产品以金属光泽而美观大方。
电镀目的
电镀的目的是在基材上镀上金属镀层(deposit),改变基材表面性质或尺寸。例如赋予金属光泽美观、物品的防锈、防止磨耗、提高导电度、润滑性、强度、耐热性、耐候性、热处理之防止渗碳、氮化 、尺寸错误或磨耗之另件之修补。
电镀件的结构设计注意点

1) 基材最好采用电镀级ABS材料,ABS电镀后覆膜的附着力较好,同时价格也比较低廉。
2) 塑件表面质量一定要非常好,电镀无法掩盖注射的一些缺陷,而且通常会使得这些缺陷更明显。
3) 电镀件镀层厚度对配合尺寸的影响
电镀件的厚度按照理想的条件会控制在0.02mm左右,但是在实际的生产中,可能最多会有0.08mm的厚度,所以在有滑动配合的位置上,单边的间隙要控制在0.3mm以上,才能达到满意的效果,这是我们对电镀件配合时需要作的关注。
4) 表面凸起最好控制在0.1~0.15mm/cm,尽量没有尖锐的边缘。
5) 如果有盲孔的设计,盲孔的深度最好不超过孔径的一半,负责不要对孔的底部的色泽作要求。
6) 要采用适合的壁厚防止变形,最好在1.5mm以上4mm以下,如果需要作的很薄的话,要在相应的位置作加强的结构来保证电镀的变形在可控的范围内。
7) 在产品设计中要考虑到电镀件变形,由于电镀的工作条件一般在60度~70度的温度范围下,在吊挂的条件下,结构不合理,变形的产生难以避免,所以在塑件的设计中对水口的位置要作关注,同时要有合适的吊挂的位置,防止在吊挂时对有要求的表面带来伤害。另外最好不要在塑件中有金属嵌件存在,由于两者的膨胀系数不同,在温度升高时,电镀液体会渗到缝隙中,对塑件结构造成一定的影响。

8) 要避免采用大面的平面。
塑料件在电镀之后反光率提高,平面上的凹坑、局部的轻微凹凸不平都变得很敏感,最终影响产品效果。这种零件可采用略带弧形的造型。
9) 要避免直角和尖角。
初做造型和结构的设计人员往往设计出棱角的造型。但是,这样的棱角部位很容易产生应力集中而影响镀层的结合力。而且,这样的部位会造成结瘤现象。因此,方形的轮廓尽量改为曲线形轮廓,或用圆角过渡。造型上一定要要求方的地方,也要在一切角和棱的地方倒圆角R=0.2~0.3 mm。
10) 不要有过深的凹部,
不要有小孔和盲孔,这些部位不仅电镀困难,而且容易残存溶液污染下道工序的溶液。像旋钮和按钮不可避免的盲孔,应从中间留缝。
11) 要考虑留有时装挂的结点部位.
结点部位要放在不显眼的位置。可以用挂钩、槽、缝和凸台等位置作接点。
12) 厚度不应太薄,也不要有突变。
太薄的零件在电镀过程中受热或受镀层应力的影响容易变形.厚度的突变容易造成应力集中,一般来说厚度差不应超过两倍。
13) 标记和符号要采用流畅的字体,如:圆体、琥珀、彩云等。因多棱多角不适于电镀。流畅的字体容易成形、电镀后外观好。文字凸起的高度以0.3~0.5为宜,斜度65度。
14) 如果能够采用皮纹、滚花等装饰效果要尽量采用,因为降低电镀件的反光率有助于掩盖可能产生的外观缺陷。
15) 尽量不要采用螺纹和金属嵌件,以免电镀时为保护螺纹、嵌件而增加工序。
局部电镀要求的实现

在我们的工业产品设计中常常要求在塑件表面的不同部位实现不同的效果。我们通常采用以下四个方法来实现这种效果:
1).拆成小件。不同的效果部位分别做成一个小零件,最后装配在一起。在形状不太复杂并且组件有批量的条件下的情况下,开一套小的模具注射的费用会形成比较明显的价格优势。
2).加绝缘油墨。如果是在不影响外观的局部要求不电镀,通常可以采用加绝缘油墨后进行电镀的方法进行加工,这样喷涂了绝缘油墨的部位就会没有金属覆膜,达到要求。其实这是我们在设计中常常涉及到的一个部分,因为电镀后的制件会变硬变脆,是我们不希望得到的结果,所以尤其在按键这类的制件上它的拐臂是我们不希望被电镀上的部分,因为我们需要它有充分的弹性,局部电镀在这个时候就非常必要。在另外的情况下也常用到,类似于PDA这类的轻巧的制品,一般电路板直接固定在塑胶壳体上,为了防止对电路的影响,通常在同电路有接触的部分均进行绝缘处理,这时多采用油墨的方式来进行电镀前对局部的处理。
3).类似双色注塑的工艺。一般如果有双色注射机,可以将ABS和PC分不同的阶段注射,制成塑件后进行电镀处理,在这样的条件下,由于两种塑胶对电镀液的不同附着力导致ABS的部分有电镀的效果而PC的部分没有电镀的效果,达到要求。
4). 二次注射。就是将制件分成两个部分,首先将一个部分进行注射后进行电镀处理,将处理后的制品再装入另外一套模具中进行二次注射得到最终的样品。
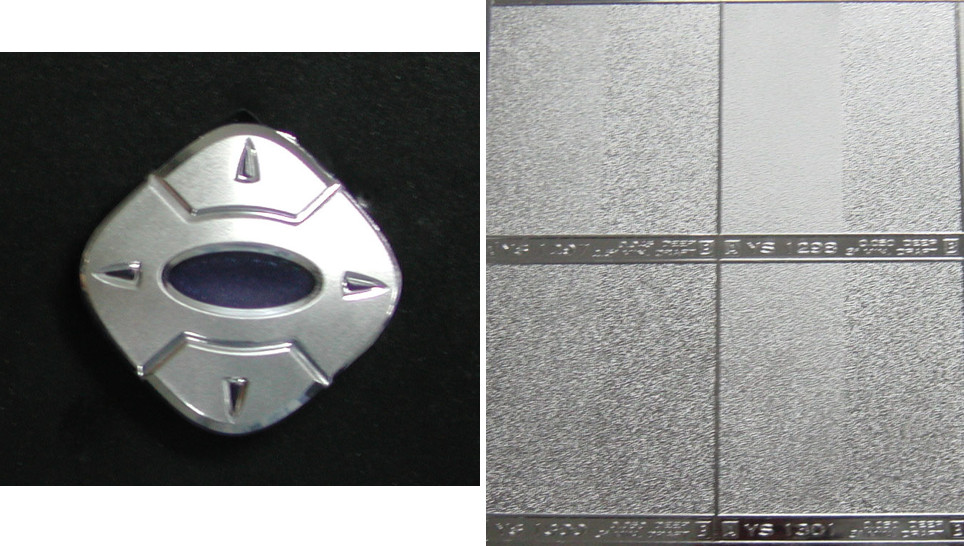
混合电镀效果对设计的要求
我们在设计中常常采用高光电镀和蚀纹电镀的效果共同作用在一个制品上得到特殊的设计效果,通常在设计中建议采用较小的蚀纹,这样效果会比较好,但这样的设计时,为了不会使蚀纹的效果被电镀所掩盖,有时会电镀两层后就不进行电镀,这样的后果是电镀第二层的镍会比较容易氧化变色,影响设计的效果。
电镀效果介绍
1.高光电镀
高光电镀的效果的实现通常要求模具表面良好抛光,注射出的塑件采用光铬处理后得到的效果。

2.亚光电镀
亚光电镀的效果的实现通常要求模具表面良好抛光,注射出的塑件采用亚铬处理后得到的效果。

3.珍珠铬
珍珠铬电镀的效果的实现通常要求模具表面良好抛光,注射出的塑件采用珍珠铬处理后得到的效果。

4.蚀纹电镀
蚀纹电镀的效果的实现通常要求模具表面处理出不同效果的蚀纹方式后,注射出的塑件采用光铬处理后得到的效果。
5.局部电镀
通过采用不同的方式使得成品件的表面局部没有电镀的效果,与有电镀的部分形成反差,形成独特的产品设计风格。

6.彩色电镀
通过采用不同的电镀溶液,在电镀后塑件表面沉积的金属会反射出不同的光泽,形成独特的效果。

